Bonjour,
merci à Jacques, j'essaierai les moteurs X27
On continue
Voici donc les instruments que je fais fonctionner avec des moteurs pas à pas (PAP).
Comme interface les cartes USBstepper de chez Opencockpit. Pour leur fonctionnement l’excellent tuto de Mameloose :
https://www.flight-pilote.com/viewtopic.php?id=1324-tuto-sioc-utiliser-une-carte-steppermotor-pour-faire-un-altimetre&p=1Pour commencer
l’Altimètre
La première difficulté c’est de comprendre le fonctionnement de l’appareil. L’altimètre du Baron 58 comporte 3 aiguilles : celle des centaines de pieds, celle des mille et celle des dix mille, toutes les trois sur un même axe.
L’utilisation d’un seul moteur est possible, mais nous obligerais d’avoir deux trains d’engrenages pour une réduction par dix à chaque fois. Mécaniquement c’est possible, mais difficile de mettre en œuvre.
J’ai donc opté pour l’utilisation de trois moteurs. La réduction va se faire à l’aide de la programmation dans Sioc, ce qui est beaucoup plus aisé.
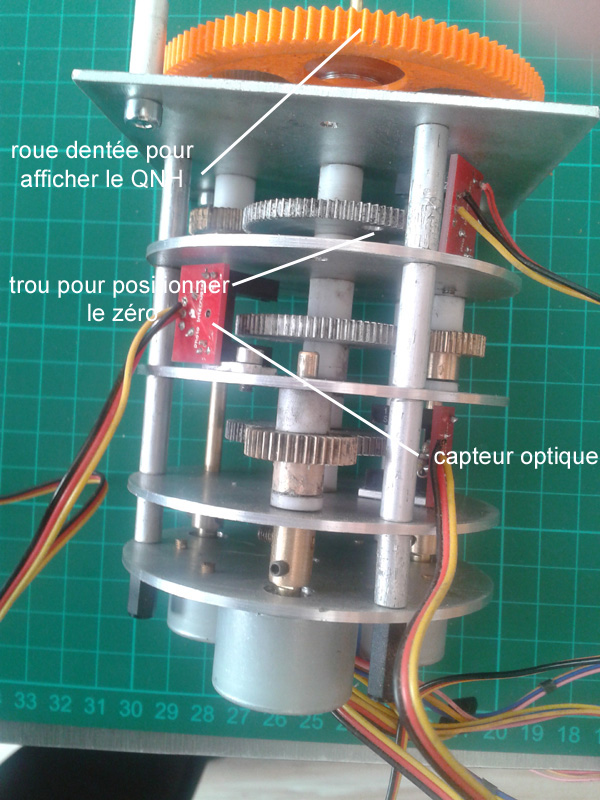
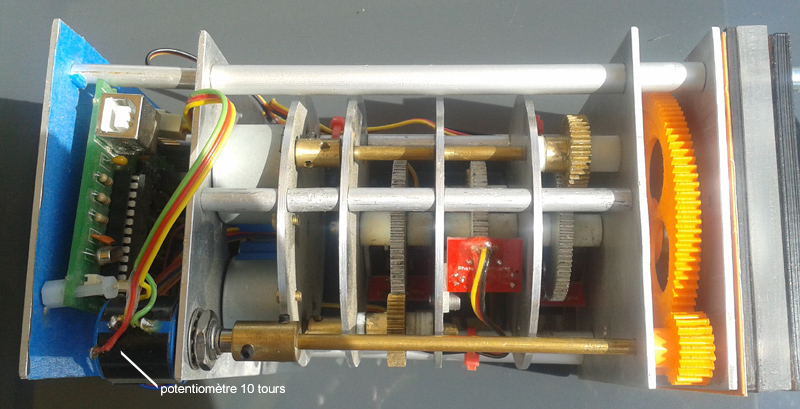
Sur cette photo, vous pouvez voir les trois moteurs et les capteurs optiques qui vont permettre, après 2 tours de cadrans (c’est inné à USB Stepper) donner la position zéro.
Où les trouver ? Pour ma part chez Lextronic en ce qui concerne la fourche optique et son circuit imprimé :
https://www.lextronic.fr/leds-infraroug ... tique.htmlAinsi que les moteurs pas à pas :
https://www.lextronic.fr/moteurs-pas-a- ... laire.htmlOn peut en trouver ailleurs pour moins cher, il faut prendre en compte le nombre de pas du moteur et le rapport de réduction. Une réduction forte donne une meilleure précision mais la rotation du moteur peut être trop lente. A vous de trouver le compromis.
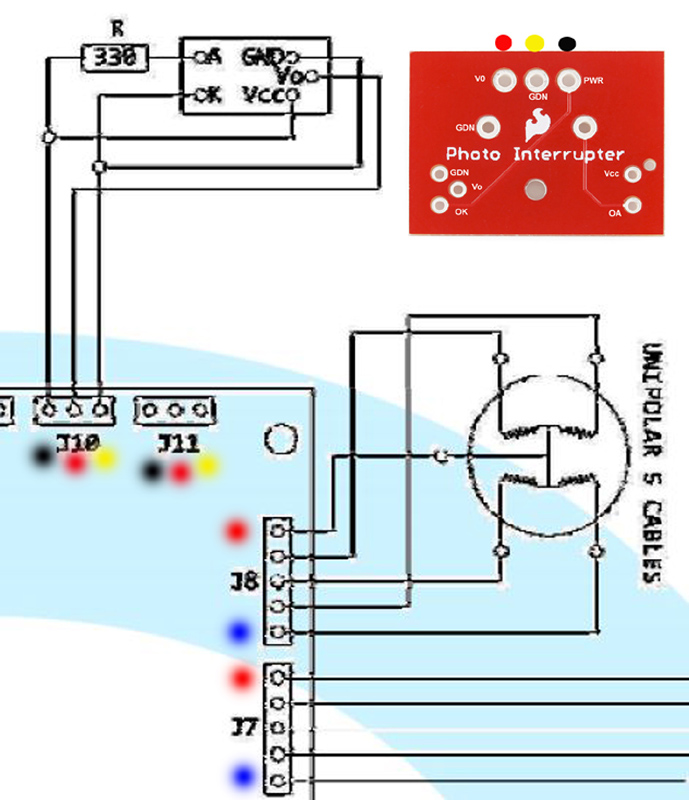
Voici le montage électronique de la fourche optique. Il est impératif de bien respecter le sens des connections sous peine de griller le capteur (ça m’est arrivé).
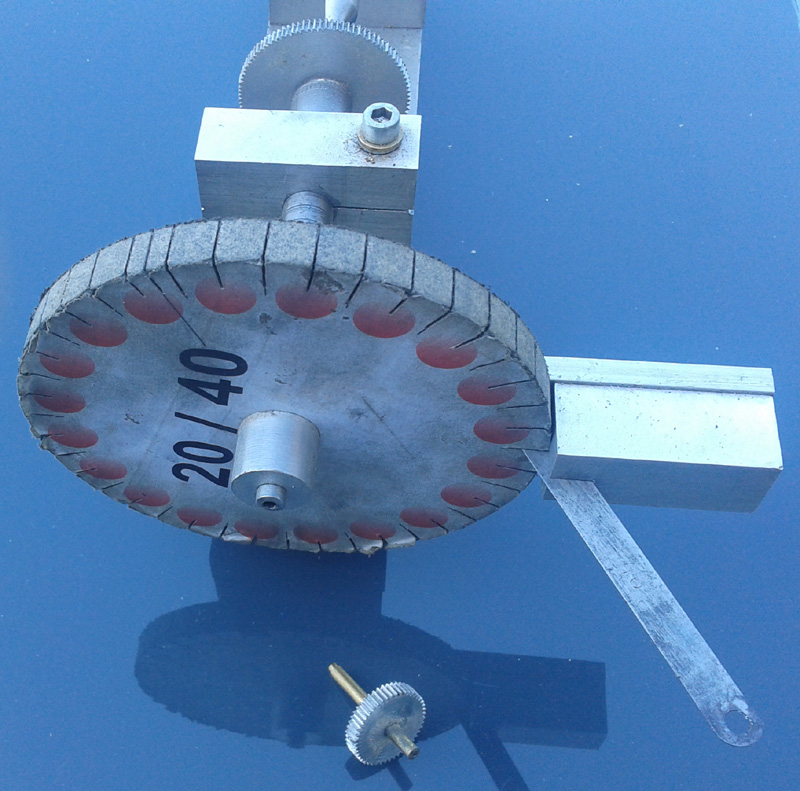
Celui-ci est collé sur une petite équerre, elle même vissée sur une platine de l’altimètre afin de pouvoir régler la position du capteur vis du trou de l’engrenage (voir photo).
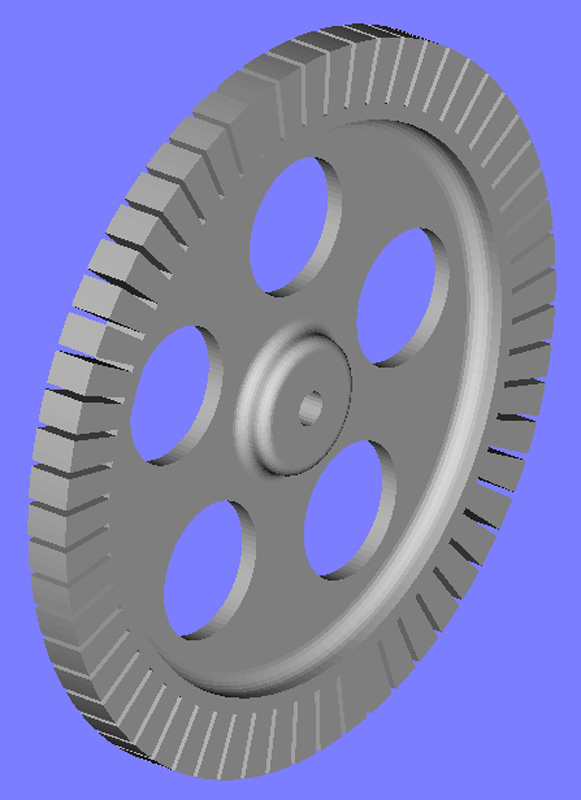
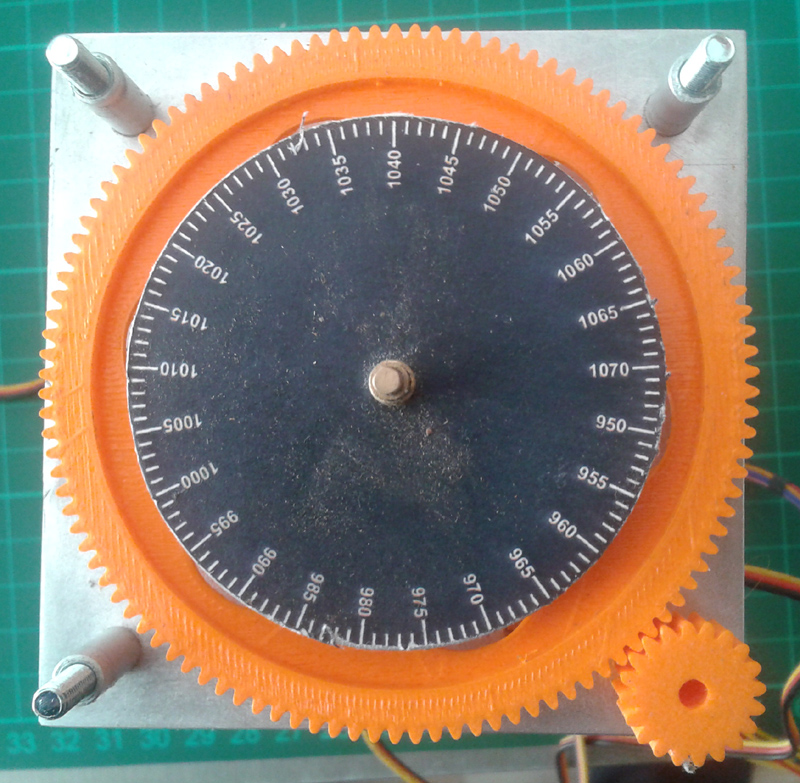
La grande roue dentée est couplée à un potentiomètre 10 tours, c’est lui qui va permettre le réglage du QNH.
La sérigraphie à coller sur la rosace est graduée en pouces de mercure (j’ai gardé l’affichage du Baron58). La pression en service doit s’afficher dans la fenêtre.
.
C’était un essai de sérigraphie, ici les graduations sont en hectopascal, vous trouverez le bon dessin dans le fichier alti.rar
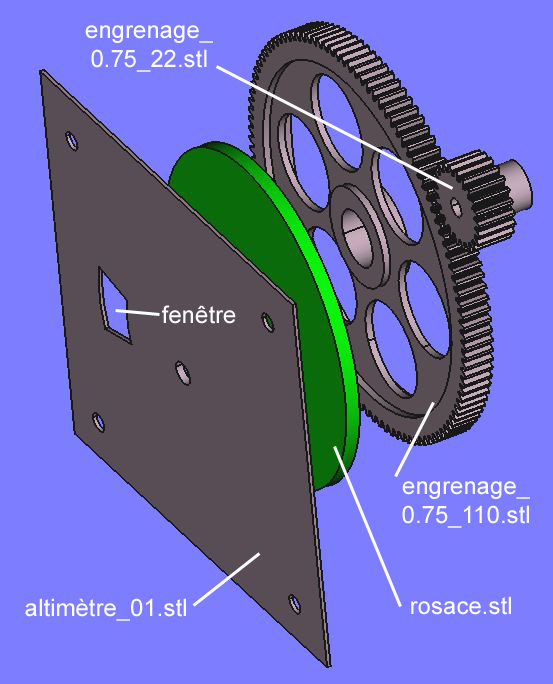
Position des différentes pièces dans l’assemblage.
Et voici pour information, le code sioc de l'altimètre que j'ai concocté, c'est en essai, il peut encore être amélioré.
- Code: Tout sélectionner
// *****************************************************************************
// * Config_SIOC ver 5.1 - By Manuel Velez - www.opencockpits.com
// *****************************************************************************
// * FileName : essai__altimètre.txt
// * Date : 06/06/2019
Var 0001, name ALTITUDE, Link FSUIPC_IN, Offset $3324, Length 4
{
L0 = MOD &ALTITUDE ,1000
&MOTEUR1 = L0 * 36
&MOTEUR1 = 36000 - &MOTEUR1
}
Var 0002, name MOTEUR1, Link USB_STEPPER, Output 1, PosL 3, PosC 0, PosR 4, Type H
{
L1 = MOD &ALTITUDE ,10000
&MOTEUR2 = L1 * 3.6
&MOTEUR2 = 36000 - &MOTEUR2
}
Var 0003, name MOTEUR2, Link USB_STEPPER, Output 2, PosL 3, PosC 0, PosR 4, Type H
{
L2 = MOD &ALTITUDE ,100000
&MOTEUR3 = L2 * 0.36
&MOTEUR3 = 36000 - &MOTEUR3
}
Var 0004, name MOTEUR3, Link USB_STEPPER, Output 3, PosL 3, PosC 0, PosR 4, Type H
Var 0008, name QNH, Link FSUIPC_OUT, Offset $0330, Length 2
Var 0009, name POT_QNH, Link USB_ANALOGIC, Input 1, PosL 0, PosC 127, PosR 255
{
L0 = &POT_QNH * 0.37
L1 = L0 + 950
&QNH = L1 * 16
&QNH = 32000 - &QNH
}
Voilà pour l’altimètre passons au
gyroMême fonctionnement mais avec 2 moteurs PAP, un pour la rosace, l’autre pour la pinnule HDG

La silhouette de l’avion est une pièce imprimée en 3D et collée derrière la vitre du gyro.
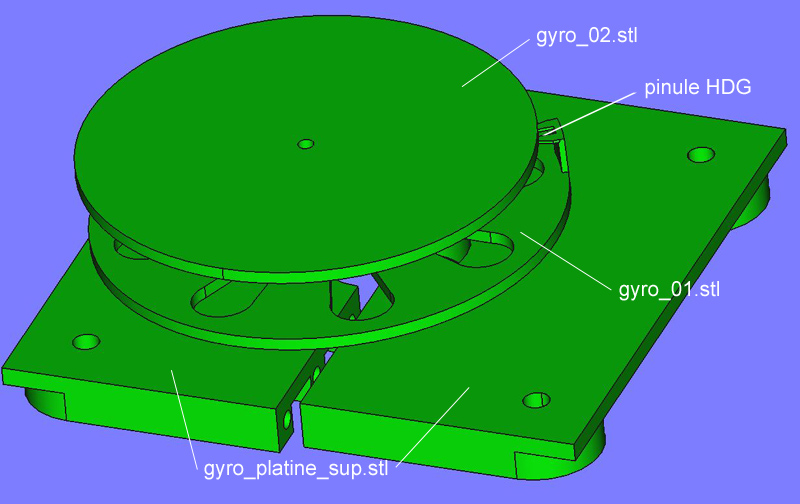
Position des différentes pièces.
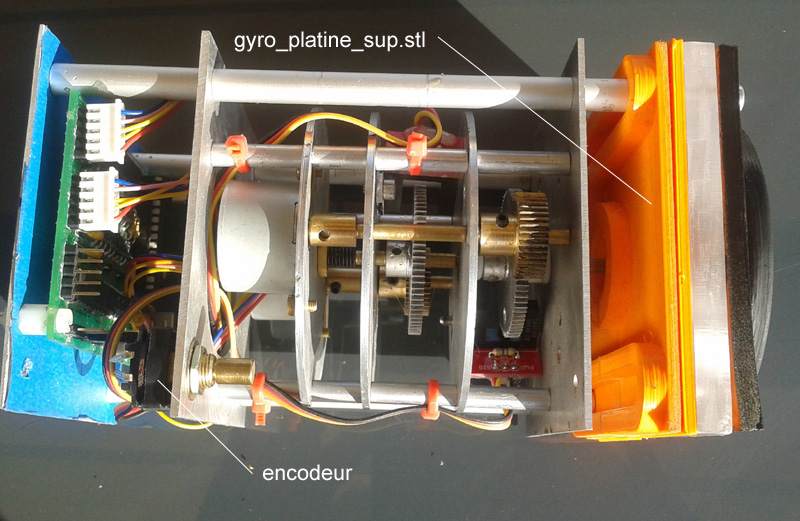
La pinnule, donnant le HDG est commandée par un encodeur.
Passons au
RMI :Il comporte trois moteurs PAP
C’est un montage identique aux deux premiers, seules changent les aiguilles.
Voici quelques photos, il est en cours de construction.

C’est sur la rosace que sera collée la sérigraphie
conser_cap.jpg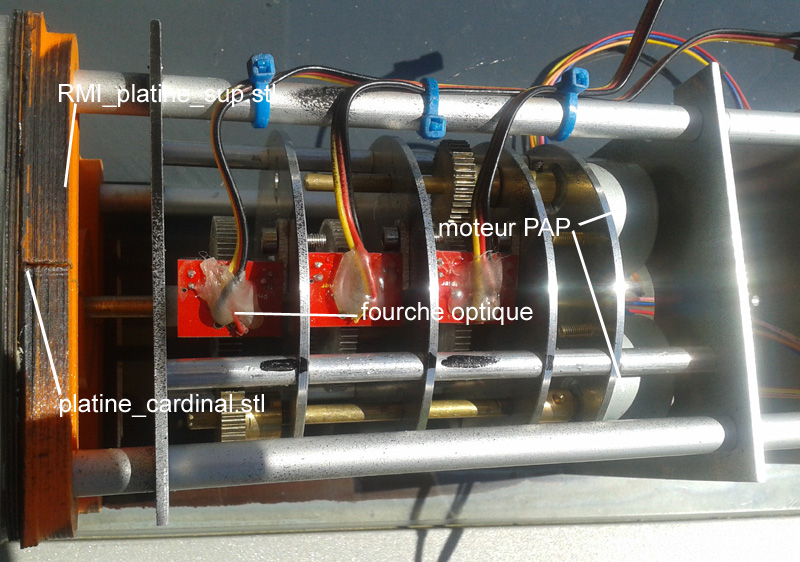
Comme il m'est impossible de poster plus de deux fichiers joints, je les fais passer dans la réponse qui suit.
Jean-Gilles